6.7 การรีดเหล็กอินก็อทไปเป็นแผ่นแบน, แท่ง และเป็นท่อนกลม
กระบวนการรีดเหล็กในขั้นตอนสุดท้าย เหล็กกล้าจะถูกแปรสภาพไปเป็น ทั้งแบบ แผ่นแบน (Slabs), แท่ง (Blooms, Beam) และท่อนกลม (Billets) อย่างใดอย่างหนึ่ง บางส่วนก็จะถูกนำมาแปรรูปอีกขั้นตอนเพื่อทำให้เป็นแผ่นเป็นแผ่น (Sheet), ชิ้นยาว (Strip), เป็นแท่ง (Bar), เหล็กโครงสร้าง, แผ่นพิมพ์ (Plate), ท่อ (Tube), ท่อนโลหะยาว (Rod) และเส้นลวด (Wire)
ผลิตภัณฑ์ที่ผ่านการแปรรูป การกระบวนการรีดเหล็ก ทั้งแบบรีดร้อน และรีดเย็น มีดังนี้
v เหล็กอินก็อทถูกแปรสภาพไปเป็น แผ่นแบน (Slabs) เป็นผลิตภัณฑ์ทรงแบน เช่น เหล็กแผ่นรีดร้อน และรีดเย็น
รูปตัวอย่างการแปรสภาพเป็นเหล็กแผ่นรีด
แนะนำเพื่อให้อ่านได้ต่อเนื่องให้ คลิกขวาเลือก Open link in new window
v ถูกแปรสภาพไปเป็น แท่ง (Blooms, Beam) เป็นเหล็กโครงสร้างรูปพรรณ
รูปตัวอย่างการแปรสภาพเป็นเหล็กรูปพรรณ
v ถูกแปรสภาพไปเป็น ท่อนกลม (Billets) เป็นผลิตภัณฑ์ทรงยาว เช่น เหล็กเส้น, ลวดเหล็ก
รูปตัวอย่างการแปรสภาพเป็นเหล็กเส้นลวด
ส่วนการควบคุมการรีดขั้นตอนสุดท้าย ก็สามารถควบคุม ได้จากศูนย์ปฏิบัติการควบคุมส่วนกลาง โดยมีการควบคุมกระบวนการทำงานจากคอมพิวเตอร์ มีเครื่องมือวัด, เกจ์วัด (Gauges) และ สวิตซ์ควบคุม โดยแค่นั่งทำงานอยู่ที่หน้าจอ
รูปที่ การควบคุมการทำงานในกระบวนการรีด จะถูกควบคุมอยู่ที่ศูนย์กลางควบคุมที่ห้องปฏิบัติการ
6.8 การผลิตอย่างต่อเนื่อง
นอกจากที่จะรีดเหล็กจากเหล็กอินก็อทให้เป็น แผ่นแบน, แท่ง และท่อนกลม แล้ว ยังสามารถทำการผลิตเหล็กที่มาจากเตาหลอม โดยนำมาทำการรีดออกมาได้อย่างต่อเนื่อง และไม่ขาดตอนในกระบวนการผลิต เรียกว่า การหล่อต่อเนื่อง (Continuous casting) หรือ การหล่อฟั่น (Strand casting) ดูที่รูป
รูปเครื่องจักรกำลังทำการผลิตรางเหล็กกล้าอย่างต่อเนื่องไม่ขาดสาย
รูปแอนิเมทชันการผลิตเหล็กแผ่นแบนอย่างต่อเนื่อง
รูปการผลิตเหล็กท่อนกลมอย่างต่อเนื่อง
การหล่อฟั่น เป็นการทำงานกับเหล็กอินก็อทที่ถูกกระทำโดยเครื่องกล และทำการรีดเป็นขั้นตอนแรก (จากเหล็กอินก็อทไหลไปเรื่อย ๆ ตามรางรีดจะออกไปเป็นรูปร่างเป็น แผ่นแบน, เป็นแท่ง และท่อนกลม) สามารถผลิตหล่อได้อย่างต่อเนื่อง การผลิตสามารถทำให้เหล็กกล้ายาวได้เรื่อย ๆ ไหลออกมาตลอด
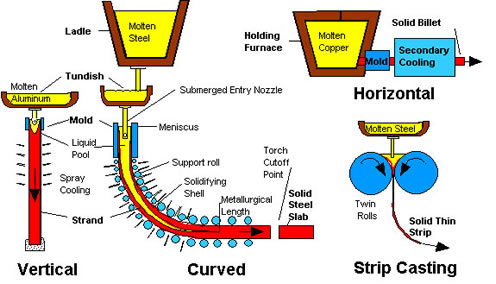
ส่วนขั้นตอนวิธีการทำงานหล่ออย่างต่อเนื่อง หลัก ๆ แล้วมีอยู่ 3 วิธี
รูปการผลิตเหล็กกล้าแบบการผลิตโดยการหล่ออย่างต่อเนื่อง
· วิธีแม่พิมพ์โค้ง (Curved mold method) ในวิธีการนี้ เหล็กกล้าถูกรีดไปตามแนวโค้งของลูกรีด แล้วไหลไปตามลูกรีดแนวพื้นราบเพื่อทำให้ตรงดูที่รูป
รูปการผลิตอย่างต่อเนื่องแบบแม่พิมพ์แนวโค้ง
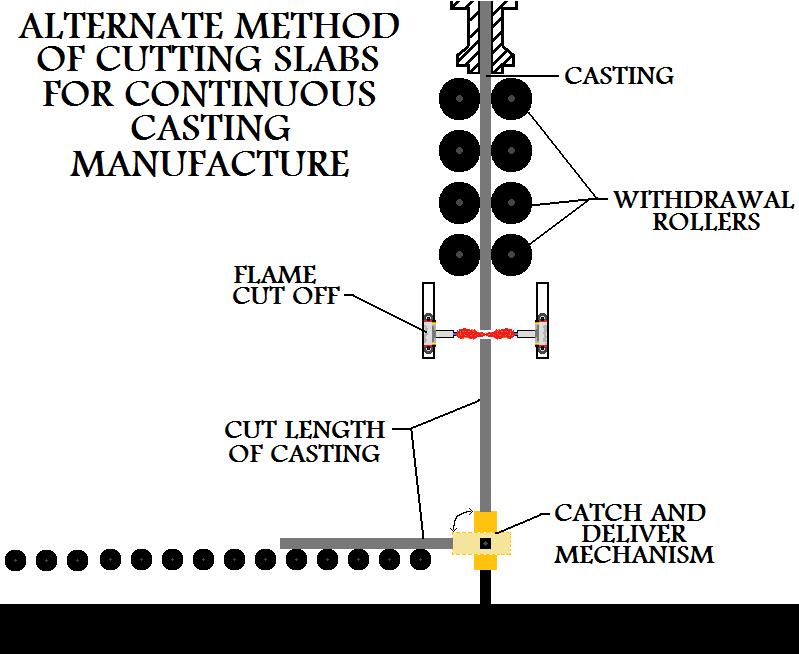
· วิธีการตัดในแนวตั้ง (Vertical cutoff method) เป็นวิธีการใช้แม่พิมพ์โดยตั้งตรงเป็นแนวดิ่งเพื่อป้อนน้ำเหล็ก แล้วรีดออกมาในรูปแบบแนวตั้ง และทำการตัดเหล็กที่รีดเสร็จแล้ว
รูปส่วนประกอบวิธีการตัดในแนวตั้ง
· วิธีการผสมผสานกันระหว่างวิธีแม่พิมพ์โค้ง และวิธีการตัดในแนวดิ่ง เป็นการรีดแนวตั้ง แล้วแนวโค้ง ที่นำมาใช้ในงานโลหะม้วน
ในที่นี้ จะกล่าวเฉพาะขั้นตอน วิธีแม่พิมพ์โค้ง ซึ่งมีการใช้งานกันอย่างกว้างขวาง การทำงานมีอยู่ 7 ขั้นตอน
รูปส่วนต่าง ๆ ของการหล่ออย่างต่อเนื่องแม่พิมพ์โค้ง
1. เหล็กกล้าหลอมที่มาจากเตาผลิตเหล็กกล้าถูกนำใส่ลงไปในถัง แล้วเปิดก้นถัง โลหะก็จะไหลลงไปในที่เก็บสะสม เรียกกันว่า ทุนดิส (Tundish) ดูที่รูป
2. น้ำเหล็กกล้าที่อยู่ใน ทุนดิส พร้อมที่จะไหลออกสู่ รูหัวฉีด (Nozzle) ของแม่พิมพ์ (Mould) โดยจะไหลออกมาเป็นสายอย่างต่อเนื่องผ่านรูของแม่พิมพ์ อัตราการไหลของน้ำเหล็กจะเป็นไปอย่างคงที่สม่ำเสมอ และกระจายเต็มพื้นที่หัวฉีด พร้อมที่จะไหลไปที่ลูกรีด
3. ที่โพรงภายในของแม่พิมพ์แต่ละตัว ด้านในจะสร้างให้มีขนาดความกว้าง และความยาว ตามรูปร่างงานที่จะออกมาอย่างคร่าว ๆ ก่อนที่จะผ่านการรีดให้เป็นรูปร่างที่ต้องการ ที่ผนังของแม่พิมพ์จะมีช่องหล่อเย็นเพื่อให้แม่พิมพ์มีการระบายความร้อน และเพื่อให้เหล็กเริ่มมีการแข็งตัว เรียกว่า การแช่แข็ง (Freeze)โลหะ จะมีเคลื่อนที่ลงอย่างต่อเนื่อง และตัวแม่พิมพ์แกว่งขึ้น-ลงเพื่อที่จะรักษาการไหลให้คงที่
4. จากนั้นโลหะจะถูกเคลื่อนที่ไปสู่ช่วง ลูกกลิ้งบังคับ (Roller apron) ซึ่งเป็นพื้นที่โค้ง แล้วมีการติดตั้งลูกกลิ้ง และสเปรย์พ่น เพื่อทำการหล่อเย็นขั้นที่สอง โลหะที่เป็นของแข็งจากผิวด้านนอก จะไหลเข้าไปในลูกรีด และผ่านการพ่นของสเปรย์ จะมันเริ่มที่จะเป็นของแข็งเต็มตัว
5. ต่อมา เส้นโลหะก็เริ่มเข้าสู่ช่วงทางตรง เหล็กกล้าเส้นยาวก็จะถูกลำเลียงไปทำการตัด ต่อไป ดูที่รูป
รูปหลังจากเหล็กผ่านแนวรีดโค้งแล้วก็มาถึงช่วงแนวตรงเพื่อเตรียมนำไปตัดตามความยาวที่ต้องการต่อไป
6. โลหะถูกตัดเป็นท่อนด้วย หัวตัดเปลวไฟ (Frame cutting torch cut) ที่วางแนวหัวตัดไว้ในช่วงโลหะแนวตรง ที่หัวตัดจะมีกลไกเคลื่อนที่เข้าตัดงาน เมื่อตัดเสร็จแล้วมันก็จะวิ่งกลับเข้าสู่ตำแหน่งเดิม แล้วพร้อมที่จะทำการตัดโลหะท่อนใหม่
7. หลังจากการตัดตามขนาดที่ต้องการแล้ว โลหะก็จะถูกส่งไปที่การทำความร้อนซ้ำ และถูกนำไปเตรียมพร้อมจำหน่าย หรือใช้งานต่อไป
ความเร็วของการหล่อต่อเนื่อง การไหลของงานจะมีความเร็วประมาณ 40 เซนติเมตรต่อนาที
วิดีโอแสดงการรีดเหล็กเป็นเหล็กรูปพรรณแบบวงแหวน
ข้อคิดดี ๆ ที่นำมาฝาก
“ถ้าคุณไม่ลองก้าว จะไม่มีวันรู้เลยว่า ข้างหน้าเป็นอย่างไร”
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
-2_NT.PNG/220px-Continuous_casting_(Tundish_and_Mold)-2_NT.PNG){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}