หลังจากทำการวิเคราะห์ความสามารถกระบวนการ แล้วพบว่าค่า Cpkที่ได้ไม่ดี หลังจากนั้นควรทำอย่างไรต่อดี
เริ่มจากดูนิยามคำว่า “ไม่ดี” กันก่อน ซึ่ง ”ไม่ดี” ในที่นี้คือได้ค่าCpkน้อย และหมายถึงมีของไม่ดีอยู่มาก ดังนั้นถ้าได้ค่าCpkยิ่งมาก นั้นหมายถึงยิ่งดี
โดยส่วนมากค่าที่นิยมใช้คือ Cpk=1.33 ซึ่งถือเป็นมาตรฐาน และในที่นี้เราจะใช้ค่านี้เป็นเกณฑ์มาตรฐานเช่นกัน
สมมติว่าเราเก็บข้อมูลและทำการวิเคราะห์ความสามารถกระบวนการด้วยการใช้โปรแกรมMinitab ผลลัพธ์ที่ได้คือ Cpk= 0.35 และมีค่า DPMO (defects per million opportunities)มากกว่า 140,000ซึ่งแปลความว่า “ไม่ดี” แล้วเราจะทำการปรับปรุงกระบวนการอย่างไร
มีสองแนวคิดที่จะทำการหาวิธีการปรับปรุงกระบวนการดังนี้
วิธีที่ 1 ดูกราฟ
ในตัวอย่างที่1 ได้ Cpkของ Diameter1เท่ากับ 0.35 ซึ่งน้อยกว่า 1.33หมายความว่าเรามีค่าวัดที่ต่ำกว่าข้อกำหนดเฉพาะอยู่มาก
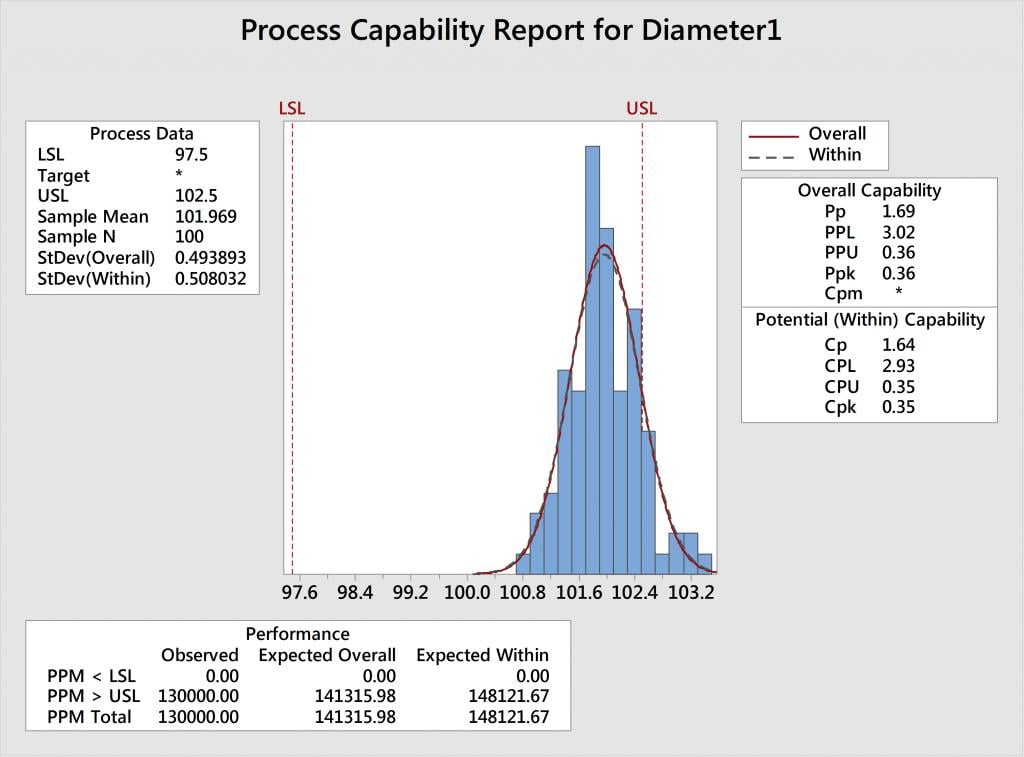
จากกราฟ เราจะเห็นว่าข้อมูล (ที่แสดงเป็นฮีสโตแกรมสีฟ้า) ซึ่งจะเห็นว่าการกระจายข้อมูลไม่อยู่ตรงกลางของข้อกำหนดเฉพาะ (ซึ่งแสดงด้วยเส้นสีแดง) แต่กระบวนการนี้ยังถือว่าใช้ได้เพราะความผันแปรไม่ได้มีปัญหา ซึ่งจากฮีสโตแกรมจะเห็นได้ว่ามีลักษณะการแจกแจงเป็นแบบปกติและการกระจาย (ความผันแปร) ยังอยู่ในขอบเขตข้อกำหนดเฉพาะ
คำถาม: จะทำการปรับปรุงค่า Cpk อย่างไร
คำตอบ: ทำการเลื่อนให้ค่ากลางของกระบวนการมาใกล้ค่า 100 ให้มากที่สุด (ค่า 100 เป็นค่ากลางของข้อกำหนดเฉพาะ) โดยไม่ให้ความผันแปรเพิ่มขึ้น
ตัวอย่างที่2 การวิเคราะห์ความสามารถของกระบวนการของ Diameter2ซึ่งมีค่า Cpk เท่ากับ0.41จะเห็นว่าข้อมูลมีการกระจายตัวอยู่ระหว่างกลางของข้อกำหนดเฉพาะ และโค้งการกระจายของข้อมูลเป็นแบบปกติแต่มีช่วงกว้างกระจายมากกว่าความกว้างของข้อกำหนดเฉพาะ
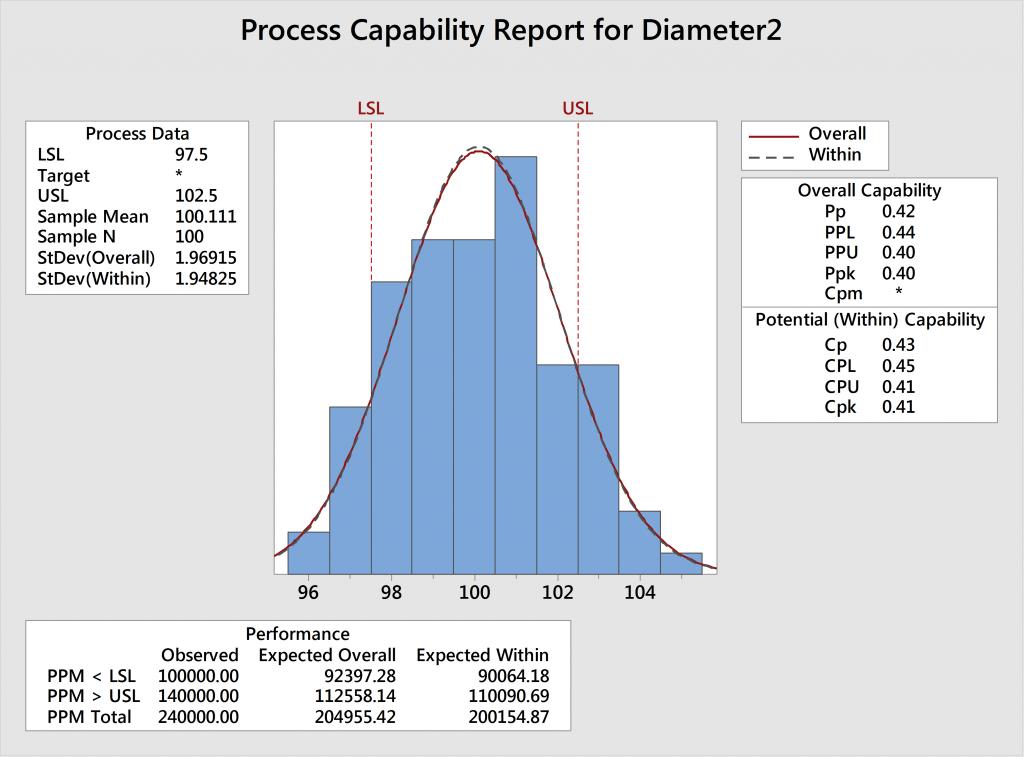
คำถาม: จะทำการปรับปรุงค่า Cpk อย่างไร
คำตอบ: ทำการลดค่าความผันแปร ในขณะที่ต้องทำให้ค่ากลางของกระบวนการยังคงอยู่ที่ตำแหน่งเดิม
ตัวอย่างที่ 3: ในการวิเคราะห์ความสามารถกระบวนการของDiameter3 จะเห็นจากกราฟว่ากระบวนการมีค่ากลางไม่อยู่ตรงกลางข้อกำหนดเฉพาะ และจะเห็นว่าการกระจายตัวของกระบวนการกว้างกว่าข้อกำหนดเฉพาะอีกด้วย ซึ่งหมายถึงมีความผันแปรมากเกินไป
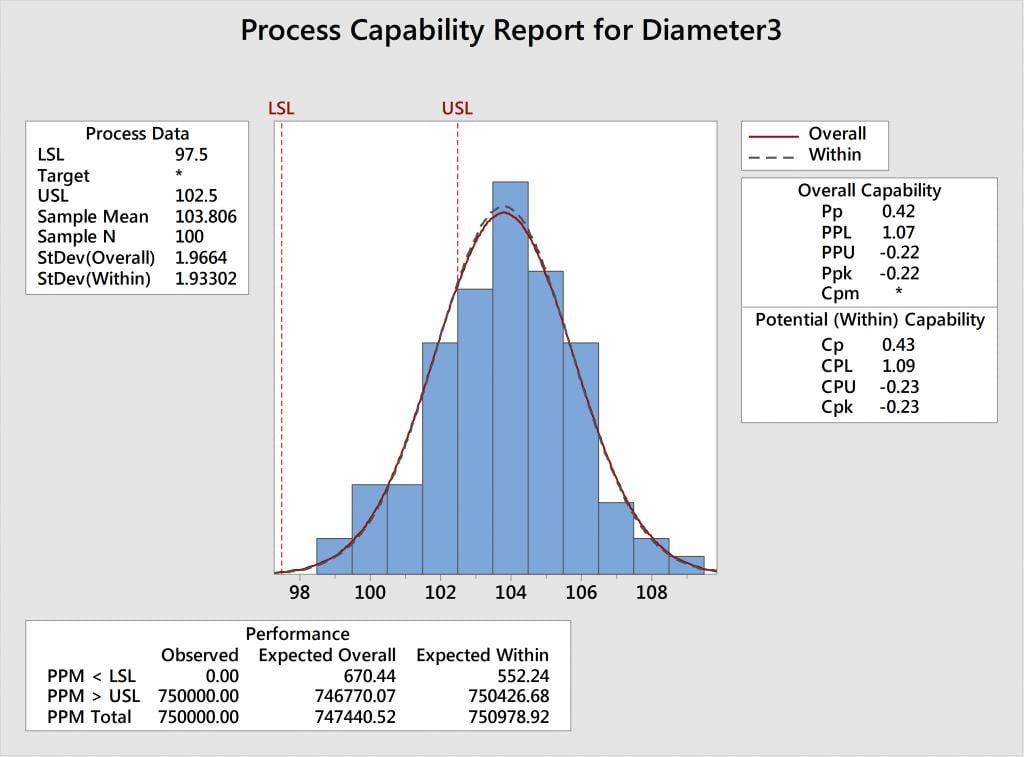
คำถาม: จะทำการปรับปรุงค่า Cpk อย่างไร
คำตอบ:เลื่อนให้ค่ากลางของกระบวนการเข้าใกล้ 100 ให้มากที่สุด และทำการลดความผันแปรของกระบวนการไปพร้อมๆกัน
แนวคิดที่2 เปรียบเทียบค่า Cp และCpk
ค่า Cpจะคล้ายกับค่า Cpkคือ ยิ่งมีค่าน้อยนั้นหมายถึงกระบวนการไม่ดี และเราใช้เกณฑ์มาตรฐานเดียวกัน คือ 1.33 อย่างไรก็ตามค่าสถิติทั้งสองตัวนี้มีสูตรในการคำนวณต่างกัน กล่าวคือ Cpเป็นการเปรียบเทียบการกระจายตัวของข้อมูลกับช่วงความกว้างค่าเผื่อ (tolerance width) โดยไม่ได้สนใจว่าค่ากลางของกระบวนการอยู่ที่ตำแหน่งใด
การแปลความหมายของค่าCpเปรียบเหมือนกับการตั้งคำถามว่า “รถยนต์นั้นจะสามารถเข้าไปในโรงจอดรถได้หรือไม่” เมื่อข้อมูลเปรียบเหมือนรถยนต์ และข้อกำหนดเฉพาะเปรียบเหมือนโรงจอดรถ โดยที่เราจะไม่สนใจว่าการขับรถเข้าโรงจอดรถของคนขับรถนั้นจะสามารถทำให้รถยนต์เข้าจอดได้ตรงกลางของโรงจอดรถหรือไม่ เราจะสนใจเพียงแค่ว่ารถยนต์นั้นมีความกว้างพอดีกับโรงจอดรถหรือไม่
ตัวอย่างที่1: ค่า Cpของ Diameter1เท่ากับ 1.64 ถือว่า “ดีมาก” และเพราะ Cpดี หมายความว่าความผันแปรนั้นอยู่ในช่วงที่ยอมรับได้ (acceptable) หรือแปลความว่า รถยนต์นั้นสามารถเข้าจอดในโรงจอดรถได้ อย่างไรก็ตามเมื่อพิจารณาค่า Cpkซึ่งมีการนำค่ากลางของกระบวนการมาวิเคราะห์ด้วย ซึ่งมีค่า 0.35 ซึ่งแปลความว่า “ไม่ดี”
คำถาม: จะทำการปรับปรุงค่า Cpk อย่างไร
คำตอบ:ทำการเลื่อนให้ค่ากลางของกระบวนการมาให้อยู่ระหว่างกลางของข้อกำหนดเฉพาะ โดยไม่ให้ความผันแปรเพิ่มขึ้น
ตัวอย่างที่2 การวิเคราะห์ความสามารถของกระบวนการของ Diameter2ซึ่งมีค่า Cp=0.43 และ Cpk = 0.41ซึ่งจาก Cpถือว่า “ไม่ดี” และหมายความว่ามีความผันแปรมากเกินไป หรือแปลความว่า รถยนต์นั้นไม่สามารถเข้าจอดได้ในโรงจอดรถ และเพราะ Cpและ Cpkมีความใกล้เคียงกัน ทำให้แปลความได้ว่าค่ากลางของกระบวนการอยู่ตรงกลางของข้อกำหนดเฉพาะ
คำถาม: จะทำการปรับปรุงค่า Cpk อย่างไร
คำตอบ: ทำการลดค่าความผันแปร ในขณะที่ต้องทำให้ค่ากลางของกระบวนการยังคงอยู่ที่ตำแหน่งเดิม
ตัวอย่างที่3: ในการวิเคราะห์ความสามารถกระบวนการของ Diameter3 ค่า Cp = 0.43 และCpk = -0.23 จาก Cpถือว่า “ไม่ดี” หมายความว่ามีความผันแปรมากเกินไป และเพราะ Cp และCpkมีค่าต่างกันมาก แปลว่าค่ากลางของกระบวนการไม่อยู่ตรงกลางข้อกำหนดเฉพาะ
คำถาม: จะทำการปรับปรุงค่า Cpk อย่างไร
คำตอบ:เลื่อนให้ค่ากลางของกระบวนการอยู่ตรงกลางให้มากที่สุด และทำการลดความผันแปรของกระบวนการไปพร้อมๆกัน
และแนวคิดที่ 3 …….
ไม่ว่าจะใช้แนวคิดใดคือวิเคราะห์จากกราฟหรือเปรียบเทียบค่า Cp และCpkเราจะได้ข้อสรุปที่เหมือนกันในการปรับปรุงกระบวนการ และถ้าคุณยังต้องการวิธีการปรับปรุง Cpkในแนวทางอื่นๆอีก จะต้องใช้ค่าเฉลี่ยและส่วนเบี่ยงเบนมาตรฐานในการวิเคราะห์ร่วม แต่ในตอนนี้เราจะข้ามขั้นตอนการวิเคราะห์ทางคณิตศาสตร์กันไปก่อน
จากแนวคิดที่ 1 และ 2 สามารถสรุปหนทางได้ดังนี้
| กราฟ | Cpกับ Cpk | ทำการปรับปรุงค่าCpkอย่างไร | |
| ตัวอย่างที่ 1 |
ฮีสโตแกรมไม่อยู่ตรงกลาง
แต่ว่าช่วงกว้างของกราฟ (การกระจาย) ยังอยู่ในขอบเขตข้อกำหนดเฉพาะ |
Cp ถือว่า “ดี”
แต่ Cpkคือ “ไม่ดี” |
ทำการปรับปรุงค่ากลางของกระบวนการให้อยู่ตรงกลาง
|
| ตัวอย่างที่ 2 |
ฮีสโตแกรมอยู่ตรงกลาง
แต่ว่าช่วงกว้างของกราฟ (การกระจาย) กว้างกว่าขอบเขตข้อกำหนดเฉพาะ |
Cp และ Cpkคือ “ไม่ดี” และมีค่าใกล้เคียงกัน | ทำการลดความผันแปรของกระบวนการ |
| ตัวอย่างที่ 3 |
ฮีสโตแกรมไม่อยู่ตรงกลาง
และช่วงกว้างของกราฟ (การกระจาย) กว้างกว่าขอบเขตข้อกำหนดเฉพาะ |
Cp และ Cpkคือ “ไม่ดี” และมีค่าแตกต่างกัน | ทำการปรับปรุงค่ากลางของกระบวนการให้อยู่ตรงกลาง และลดความผันแปรของกระบวนการ |
บทความต้นฉบับ : https://blog.minitab.com/blog/how-to-improve-cpk
เนื้อหาบทความโดยบริษัท Minitab Inc. ประเทศสหรัฐอเมริกา
แปลและเรียบเรียงโดยสุวดี นําพาเจริญ และ ชลทิขา จํารัสพร, บริษัท โซลูชั่น เซ็นเตอร์ จํากัด webadmin@solutioncenterminitab.com
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
