45 การทำเหล็กอินก็อท
6.5 กระบวนการทำเหล็กอินก็อท
รูปเหล็กอินก็อท
แนะนำเพื่อให้อ่านได้ต่อเนื่องให้ คลิกขวาเลือก Open link in new window
เหล็กอินก็อท หรือแท่งโลหะ (Ingot) เป็นการหล่อน้ำเหล็กกล้าลงในแม่พิมพ์เพื่อให้เกิดการเย็น และแข็งตัว พร้อมที่จะนำไปแปรรูป ให้เป็นเหล็กกล้ารูปพรรณในรูปแบบต่าง ๆ เตรียมที่จะนำไปใช้งาน กระบวนการทำเหล็กกล้าอินก็อทจะมีอยู่ 3 ขั้นตอนหลัก ๆ ได้แก่
รูปตัวอย่างแม่พิมพ์ที่ใช้ทำเหล็กอินก็อท
1) การเทออก (Teeming) เป็นการเทเหล็กกล้าที่หลอมเสร็จแล้วลงไปสู่แบบแม่พิมพ์อินก็อท
2) การแกะออก (Stripping) เป็นการนำแท่งเหล็กอินก็อทออกจากแบบพิมพ์อินก็อท
3) การคงความร้อน (Soaking) เป็นการให้ความร้อนแก่แท่งเหล็กอินก็อท เพื่อคงสภาพ และรักษาคุณสมบัติของโลหะไว้
6.5.1 การเทออก
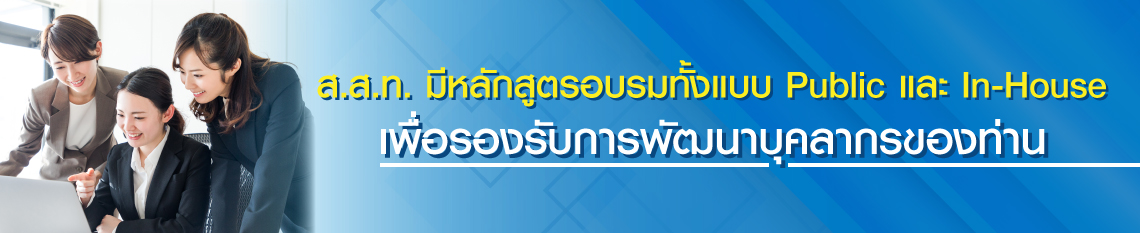
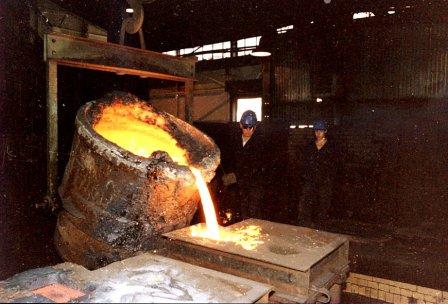
เมื่อทำการหลอมเหล็กกล้าเสร็จแล้ว น้ำเหล็กจะนำออกจากเตาหลอม มันถูกลำเลียง และนำไปเทลงในแม่พิมพ์อินก็อท
รูปการเทเหล็กกล้าที่หลอมเสร็จแล้วลงในแม่พิมพ์เพื่อทำเป็นเหล็กอินก็อท
รูปน้ำเหล็กกล้าที่กำลังถูกเทลงในบล็อกแม่พิมพ์ทำเหล็กอินก็อท
แม่พิมพ์อินก็อทมีรูปร่างเป็น พื้นที่หน้าตัดเป็นสี่เหลี่ยมจัตุรัส หรือสี่เหลี่ยมมุมฉาก มีรูปร่างเรียวลง ขอบมีมุมกลมมน ขนาดพื้นที่หน้าตัดของเหล็กอินก็อทมีขนาดกว้าง 8 – 15 cm (3² –6²) และความสูง8 – 20 cm (3² – 8²) ดูที่รูป 6.36
รูปร่างของเหล็กอินก็อท
6.5.2 การแกะออก
ในไม่ช้า อนุภาคของเหล็กอินก็อทก็เริ่มเย็นตัวลง จากนั้นจะต้องมีการแกะแยกออกจากแม่พิมพ์อย่างเร็วที่สุดเท่าที่จะเป็นไปได้ ในการแกะออกเหล็กจะถูกดึงออกทางด้านบนโดยมีเครนเหนือหัวอยู่ในแต่ละแม่พิมพ์ เครนจะยกเปลือกของแม่พิมพ์ขึ้น เพื่อที่จะแยกกันออกจากเหล็กอินก็อทขณะที่ยังร้อนแดงอยู่ (กลายสภาพเป็นของแข็งแล้ว)
รูปเหล็กอินก็อทที่กำลังถูกดึงแม่พิมพ์ออกด้วยเครนเหนือศีรษะ
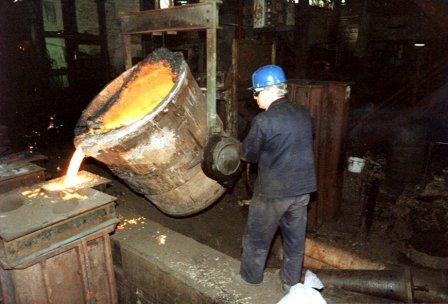
6.5.3 การคงความร้อน
รูปตัวอย่างเหล็กอินก็อทที่กำลังถูกลำเลียงออกจากบ่อแช่
หลังจากที่แกะออกแล้ว เหล็กอินก็อทที่ร้อนแดงจะถูกลำเลียงไปที่ บ่อ (Pit) แช่ บ่อแช่เป็นเตาให้ความร้อนเล็ก ๆ โดยปกติมันอยู่ที่ด้านล่าง ดังนั้นมันดูคล้ายกับบ่อ เหล็กอินก็อทมันจะถูกนำแช่ที่บ่อแช่ใช้เวลา 6-8 ชั่วโมง อุณหภูมิประมาณ 1,200°C (2,200°F) ซึ่งเป็นการให้ความร้อนสม่ำเสมอตลอดทั้งตัวเหล็กอินก็อท
วัตถุประสงค์ของการคงความร้อน ก็คือการป้องกันผิวนอกของเหล็กอินก็อทไม่ให้เกิดการแข็งตัวก่อนเนื้อแท่งเหล็กภายใน ถ้าเหล็กอินก็อทไม่ได้ผ่านการแช่คงความร้อน ธาตุต่าง ๆ ที่ผสมในเหล็ก เช่น คาร์บอน, ฟอสฟอรัส และกำมะถัน (ที่จะกลายเป็นของแข็งอยู่ภายในเนื้อเหล็ก) บางส่วนจะกระจุกรวมตัวกันตรงกลางเนื้อเหล็ก มันจะไม่กระจายตัวออกไปทั่วเนื้อเหล็ก
รูปเหล็กอินก็อทหลังจากผ่านบ่อแช่แล้ว กำลังถูกลำเลียงไปยังโรงรีดเหล็ก
หลังจากที่ทำการคงความร้อนเสร็จ เหล็กอินก็อทที่กำลังร้อนจะถูกเคลื่อนที่ออกจากบ่อแช่ แล้วลำเลียงไปยัง โรงรีดเหล็ก (Rolling mill)
วิดีโอการเทอลูมิเนียมจากการหลอมสู่แม่พิมพ์อินก็อท (หาวิดีโอที่เป็นเหล็กอินก็อทไม่ได้แต่เป็นทำนองเดียวกัน)
ข้อคิดดี ๆ ที่นำมาฝาก
“การที่เรา “เคยพ่ายแพ้” ซักวันหนึ่ง
มันจะกลายเป็น สิ่งที่มีค่ามหาศาลต่อเรา..”
บทความนี้เกิดจากการเขียนและส่งขึ้นมาสู่ระบบแบบอัตโนมัติ สมาคมฯไม่รับผิดชอบต่อบทความหรือข้อความใดๆ ทั้งสิ้น เพราะไม่สามารถระบุได้ว่าเป็นความจริงหรือไม่ ผู้อ่านจึงควรใช้วิจารณญาณในการกลั่นกรอง และหากท่านพบเห็นข้อความใดที่ขัดต่อกฎหมายและศีลธรรม หรือทำให้เกิดความเสียหาย หรือละเมิดสิทธิใดๆ กรุณาแจ้งมาที่ ht.ro.apt@ecivres-bew เพื่อทีมงานจะได้ดำเนินการลบออกจากระบบในทันที
- ตอนที่ 1 : บทที่ 1 การนำทฤษฏีโลหะไปใช้งาน
- ตอนที่ 2 : 1.2 ประโยชน์ของโลหะวิทยาในภาคอุตสาหกรรม
- ตอนที่ 3 : 1.3 ผู้ที่เหมาะจะนำไปใช้ กับสิ่งที่พบในหนังสือเล่มนี้ (จบบทที่ 1)
- ตอนที่ 4 : บทที่ 2 พื้นฐานเคมีในโลหะวิทยา 2.1-2.3
- ตอนที่ 5 : 2.4 โมเลกุล ,เกรน และผลึก, สารประกอบ
- ตอนที่ 6 : 2.7 ของผสม, สารละลาย และชนิดของสารละลาย
- ตอนที่ 7 : สารละลายของแข็ง (จบบทที่ 2)
- ตอนที่ 8 : ภาค 2 คุณสมบัติของโลหะ / บทที่ 3 ความแข็ง
- ตอนที่ 9 : 9 3.4 หน่วยของความแข็ง, 3.5 วิธีการทดสอบความแข็ง, 3.6 กรรมวิธีทดสอบความแข็งแบบบริเนล
- ตอนที่ 10 : 10 3.6.1 ขั้นตอนการทดสอบความแข็งแบบบริเนล
- ตอนที่ 11 : 11 การทดสอบความแข็งแบบวิคเกอร์
- ตอนที่ 12 : 12 3.8 การทดสอบความแข็งแบบคนูบ
- ตอนที่ 13 : 13 3.9 วิธีการทดสอบความแข็งแบบร็อคเวล
- ตอนที่ 14 : 14. การแบ่งสเกลร็อคเวล
- ตอนที่ 15 : 15. 3.10 วิธีการทดสอบความแข็งแบบร็อคเวลอย่างคร่าว ๆ
- ตอนที่ 16 : 17 3.11 วิธีการทดสอบความแข็งแบบชอร์ เชโรสโคป และแบบโซโนเดอร์
- ตอนที่ 17 : 3.13 การทดสอบความแข็งแบบโมห์สเกล และตะไบ
- ตอนที่ 18 : 18 การเปรียบเทียบค่าความแข็ง (จบบทที่ 3)
- ตอนที่ 19 : บทที่ 4 คุณสมบัติโลหะ
- ตอนที่ 20 : 20 ความแข็งแกร่ง ,ความเค้น
- ตอนที่ 21 : 21 ความแข็งแกร่งต่อการดึง, การอัด, การเฉือน
- ตอนที่ 22 : 22 ความแข็งแกร่งต่อการบิด, การโค้งงอ
- ตอนที่ 23 : ความทนทานต่อการล้าตัว และการกระแทก
- ตอนที่ 24 : 24 คุณสมบัติที่สัมพันธ์กันระหว่างความเค้น /ความเครียด
- ตอนที่ 25 : 25 โมดูลัสความยืดหยุ่น
- ตอนที่ 26 : 26 ขอบเขตความยืดหยุ่น, การคืบคลาน และอัตราส่วนพอยส์สัน
- ตอนที่ 27 : 27 คุณสมบัติทางเคมี และคุณสมบัติทางไฟฟ้า
- ตอนที่ 28 : 28 คุณสมบัติทางแม่เหล็ก และทางความร้อน
- ตอนที่ 29 : 29 จุดหลอมเหลว, ความจุความร้อน และความร้อนจำเพาะ
- ตอนที่ 30 : 30 คุณสมบัติอื่น ๆ ของวัสดุ(จบบทที่ 4)
- ตอนที่ 31 : 31 บทที่ 5 เหล็กกล้า
- ตอนที่ 32 : 32 ธาตุต่าง ๆ ที่นำมาผสมในเหล็ก, ชนิดของเหล็กกล้า
- ตอนที่ 33 : 33 เหล็กกล้าคาร์บอน
- ตอนที่ 34 : 34 เหล็กกล้าผสม
- ตอนที่ 35 : 35 เหล็กกล้าโครงสร้าง, เหล็กกล้ามาราจิง, เหล็กกล้าเครื่องมือ
- ตอนที่ 36 : 36 เหล็กกล้าไร้สนิม, เหล็กกล้าสปริง,เหล็กกล้าผสมพิเศษ
- ตอนที่ 37 : 37 เหล็กหล่อ
- ตอนที่ 38 : 38 เหล็กหล่อสีขาว, เหล็กหล่อมัลลีเบิล, เหล็กหล่อเหนียว, เหล็กบริสุทธิ์ (จบบทที่ 5)
- ตอนที่ 39 : 39 บทที่ 6 การถลุงเหล็ก
- ตอนที่ 40 : 40 ชนิดของแร่เหล็ก, กระบวนการจัดการแร่เหล็ก
- ตอนที่ 41 : 41 เตาบลาสต์
- ตอนที่ 42 : 42 การผลิตเหล็กกล้าด้วย เตาออกซิเจนพื้นฐาน
- ตอนที่ 43 : 43 เตาอาร์คไฟฟ้า
- ตอนที่ 44 : 44 เตาโอเพนฮาร์ท
- ตอนที่ 45 : 45 การทำเหล็กอินก็อท
- ตอนที่ 46 : 46 โรงรีดเหล็ก
- ตอนที่ 47 : 47 การจัดวางลูกรีด
- ตอนที่ 48 : 48 รีดเหล็กเป็นแผ่นแบน แท่ง และท่อนกลม กับการผลิตต่อเนื่อง
- ตอนที่ 49 : 49 การผลิตเหล็กหล่อด้วยเตาคิวโพล่า
- ตอนที่ 50 : 50 เตาเหนี่ยวนำไฟฟ้า และการควบคุมมลภาวะ (จบบทที่ 6)
- ตอนที่ 51 : 51 บทที่ 7 โครงสร้างผลึก
- ตอนที่ 52 : 52 สเปซแลตทิซแบบบีซีซี, เอฟซีซี
- ตอนที่ 53 : 53 สเปซแลตทีซ ซีพีเฮช, บีซีที, โครงสร้างสเปซแลตทีซในเหล็ก
- ตอนที่ 54 : 54อุณหภูมิเปลี่ยนรูป, การเติบโตของผลึก
- ตอนที่ 55 : 55 ขนาดเกรนกับช่วงเวลาทำความเย็น (จบบทที่ 7)
- ตอนที่ 56 : 56 บทที่ 8 การพัง และการเสียรูปของโลหะ
- ตอนที่ 57 : 57 โลหะเหนียว พังแบบถูกเฉือน
- ตอนที่ 58 : 58 ผลของขนาดผลึก และการเพิ่มความแข็งในงาน (จบบทที่ 8)
- ตอนที่ 59 : 59 บทที่ 9 แผนผังเหล็กคาร์บอน
- ตอนที่ 60 : 60 เฟสไดอะแกรมของเหล็ก-คาร์บอน
- ตอนที่ 61 : 61 การใช้ และการอ่านเฟสไดอะแกรมเหล็กกล้า-คาร์บอน
- ตอนที่ 62 : 62 การเปลี่ยนแปลงไปสู่มาเทนไซต์ ,โครงสร้างเหล็กกล้าในบริเวณต่าง ๆ
- ตอนที่ 63 : 63 บริเวณเปลี่ยนรูป, อุณหภูมิเปลี่ยนแปลงกับคุณสมบัติทางกล, ปรับปรุงความแข็งให้ดีขึ้น (จบบทที่ 9)
- ตอนที่ 64 : 64 บทที่ 10 การวิเคราะห์โครงสร้างจุลภาค
- ตอนที่ 65 : 65 โครงสร้าง มาเทนไซต์, ออสเตนไนต์ และโครงสร้างผสม
- ตอนที่ 66 : 66 การเตรียมชิ้นงานก่อนส่องกล้องจุลทรรศน์ (จบบทที่ 10)
- ตอนที่ 67 : 67 บทที่ 11 การปรับสภาพทางความร้อน และการชุบแข็ง
- ตอนที่ 68 : 68 เทคนิคและ สารตัวกลางชุบแข็ง
- ตอนที่ 69 : 69 อุณหภูมิสารตัวกลาง, เทคนิคการชุบแข็ง (จบบทที่ 11)
- ตอนที่ 70 : 70 บทที่ 12 การอบอ่อน และการอบปกติ
- ตอนที่ 71 : 71 ตอบคำถามจากอีเมล์, ผลที่ได้จากการอบ, การอบอ่อนเต็ม
- ตอนที่ 72 : 72 การอบอ่อนหลังการขึ้นรูปเย็น, การเปลี่ยนเป็นคาร์ไบต์เม็ดกลม, การอบปกติ (จบบทที่ 12)
- ตอนที่ 73 : 73 บทที่ 13 ผังไดอะแกรมการเปลี่ยนแปลงแบบอุณหภูมิคงที่
- ตอนที่ 74 : 74 เส้นอุณหภูมิเวลา, การนำไปใช้ และอาณาบริเวนในแผนภาพไอที
- ตอนที่ 75 : 75 อาณาบริเวณต่าง ๆ ในแผนภาพไอที
- ตอนที่ 76 : 76 การใช้แผนภาพไอทีเพื่อระบุเหล็กกล้า
- ตอนที่ 77 : 77 แผนภาพไอทีทางอุตสาหกรรม, การเปรียบเทียบแผนภาพไอทีอุตสาหกรรม
- ตอนที่ 78 : 78 การคิดค่าความแข็งจากแผนภาพ, การพล็อตแผนภาพ
- ตอนที่ 79 : 79 ตอบคุณ Ekakrat Gmail, การเปรียบเทียบแผนภาพการเปลี่ยนแปลงอุณหภูมิคงที่
- ตอนที่ 80 : 81 ตัวอย่างเปรียบเทียบแผนภาพการเปลี่ยนแปลงอุณหภูมิคงที่ (จบบทที่ 13)
- ตอนที่ 81 : 80 บทที่ 14 การอบคืนตัว / ความจริงของการศึกษาไทย
- ตอนที่ 82 : 82 กลไกการอบคืนตัว, คำถามก่อนทำการอบคืนตัว
- ตอนที่ 83 : 83 ประเภทการอบคืนตัว
- ตอนที่ 84 : 84 ออสเทมเปอร์ริ่ง , การชุบแข็ง และการอบคืนตัวความร้อนคงที่ (จบบทที่ 14)
- ตอนที่ 85 : 85 บทที่ 15 การชุบผิวแข็ง
- ตอนที่ 86 : 86 การชุบผิวแข็งเครื่องมือ เครื่องกล และวิธีการพื้นฐาน
- ตอนที่ 87 : 87 กระบวนการชุบผิวแข็ง

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}